Processmonitoring
Evaluation Unit CUBE4
The CUBE 4 evaluation unit is the heart of all our process monitoring and control functions. The CUBE4 evaluates the process emission of the machining process, using a sensor in the beam path of the processing system. The evaluation unit and the sensor are connected with a real-time, digital interface running over a cable suitable for use in a drag-chain.
The evaluation unit CUBE4 is inserted into the signal path between the CNC and the laser source and can thus control the laser source independently. Real-time control of the process is also possible.
The unit can be put into passive mode at any time, meaning that the signals between the CNC and the laser source are not affected.The CUBE4 evaluation unit comes as a base version with modular add-ons expanding the functionality to cover many field-bus interfaces.




Interfaces:
- Digital I/O
- Analog 0 V…10 V
- RS-232
- USB
- ProfiBUS
- EtherCAT
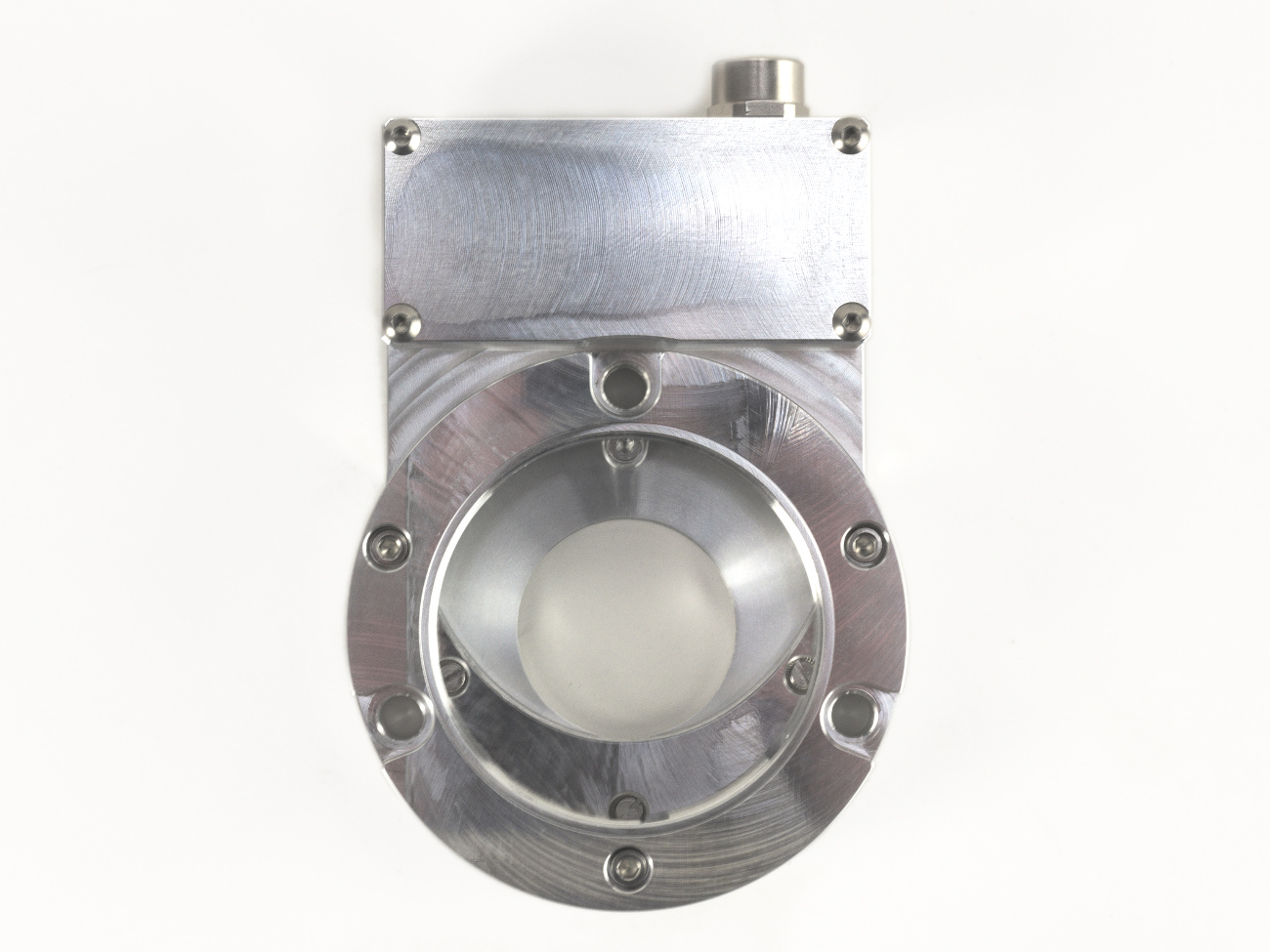
Sensors
Our sensors detect the luminosity of the machining process at various wavelengths and make the signals available to the CUBE4 unit on a proprietary real-time, digital interface.
The process emisson is extracted via patented, extremely compact optics, coaxial with the machining laser beam in the cutting head. The extraction takes place with a scraper mirror, with no negative influence on the laser beam. Generally, no maintenance is required over the entire life of the product.



Model 3 Evaluation Unit
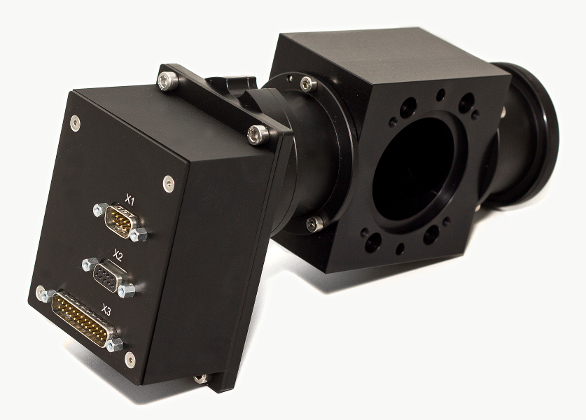
The Model 3 evaluation unit combines analysis and optical detection in one housing. It is primarily intended for installation in the beam path between a CO2 laser and a processing system, but can also be used in the beam path of a Nd: YAG or a fibre laser system.
The Model 3 evaluation unit analysis the process and the process emission to regulate the laser source according to the requirements of the process. The light extraction takes place via a scraper mirror. The laser beam is not being appreciably affected, since no transmissive optical element is brought into the beam path.
Interfaces:
- Digital I/O
- RS-232
- ProfiBUS

Functions
Active Piercing Regulation
The active piercing regulation is the core function of our evaluation units. It enables the active control of piercing processes in all types of metals, improving productivity and quality making piercing procedures faster and safer.
The laser-borehole is continually supplied with the ideal amount of laser energy by regulating the piercing process. This offers a much faster piercing time in comparison to conventional piercing procedures with fixed pulserate. In addition, the ejection material is more finely grained, and minimizes slag adhesion near the bore.
The piercing process is interrupted immediately on successful completion. This results in time savings and preventing damage to any structures below the bore. This is particularly advantageous for placing piercings in pipes.
While piercing mild steel with oxygen assist gas, the active regulation prevents ignitions and explosions to minimize wear at the nozzle and optics besides reducing waste parts.
Plasma Detection
Plasma detection tells the CNC about the plasma creation process. This avoids cutting errors during fusion cutting and minimises production losses.
Cut-loss Detection – Monitoring the Cutting Process
Simple plasma detection needs to be adapted to the respective process and only triggers reliably in case of complete cut-losses. The function Cut-Loss Detection (CLD) offers a more sophisticated control of cutting processes.
Intelligent algorithms can be adapted to the specific characteristics of the various material types and thicknesses. They ensure an active monitoring of the cutting process, reliably interrupting the cutting process at the first indication of cutting error. After triggering the CLD, the cut can be continued with altered machine parameters, meaning that the workpiece can be saved and automated production can be continued without interruption.
The self-teaching architecture of the CLD does not require any adjustments by the operator and prevents from false alarms. Therefore the CLD is ideal for modern laser cutting machines with autonomous loading and unloading systems.
Focus Position Measurement
Unsatisfactory machining results are often caused by a maladjusted focus position, but this diagnosis of bad focus position is not easily made by the operator. Without expensive measurement equipment and experienced operators in the field, the causes can only be guessed.
The focus position measurement function allows you to accurately determine the focus position using a series of automatically evaluated piercings. No specialised equipment or resources are necessary. The result of the measurement can be displayed to the machine operator.
Edge and Workpiece Placement Detection
The sensor detects when the laser has passed a sheet edge in order to determine the placement of the workpiece. This means that any additional measuring equipment, such as cameras or measuring lasers, are not needed.
Pulse Generator
Because the evaluation units are connected to the laser sources, they can be used to drive the laser sources directly. Thus they can also be used as pulse generators. Only the safety-related inputs of the laser source, e.g. interlocks must be controlled directly by the CNC.
This function allows adjustment of the pulse frequency and duty cycle of the laser as well as the generation of programs with fixed pulse frequencies and fixed duty cycles.